











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo

 Permalink
Permalink
Introducción
En el Uruguay, la productividad de los tambos en términos de la relación “vacas en ordeñe/vacas masa”, ha estado por encima del 72%, (DIEA, 2018). Con prácticamente el mismo rodeo (aproximadamente 425.000 vacas masa y 308.000 animales en ordeño) la producción paso de 1.073 millones de litros en el ejercicio 1994/1995 a 1.900 millones remitidos a plantas en los primeros 9 meses de 2018 (INALE, 2018). El aumento de la producción individual de leche por vaca ha sido el principal factor de crecimiento de la producción de leche en el país en las últimas décadas, percibiéndose que los litros anuales por vaca masa aumentan a ritmos de 2% por año.
La evaluación de la productividad dentro de cada rodeo y estimación de la producción de leche por animal requiere de mediciones y elaboración bases de datos productivos, los
que junto a los antecedentes genéticos de producción de los animales y sus progenitores ayudan a seleccionar a los animales genéticamente superiores e impulsar el progreso en determinadas características de importancia económica (Madouasse y col., 2010; Mark, 2004).
A la fecha en Uruguay, la medición de la producción de leche por vaca se lleva a cabo mayoritariamente por instrumentos mecánicos portables y en menor medida por dispositivos electrónicos fijos. Ambos están diseñados para ser agregados a cualquier tipo de sistema de ordeño, para cuantificar la producción de leche individual, sin afectar el tiempo de salida de la leche o la salud de la ubre según lo establece el Dairy Herd Information Association, (DHIA, 2011). Son usados para controlar la producción lechera con animales en base al nivel de producción; para establecer medidas de manejo en el rodeo, y para orientaciones productivas, reproductivas, nutricionales y genéticas. Los equipos se usan durante el ordeñe, insertándose entre el colector y la tubería de leche, en cada una de las bajadas, en forma permanente o durante el control lechero, a partir de dispositivos propios o de empresas controladoras independientes, que se especializan en ofrecer este servicio.
Los medidores de leche (ML), son instrumentos básicos compuestos por al menos 5 partes fundamentales: tapa; base; vaso; válvula de 3 vías y juntas, que experimentan desgaste por el uso continuo, Figura 1. Estas condiciones llevan a que los ML, se verifiquen al menos una vez cada 12 meses, según recomendaciones del International Committee for Animal Recording (ICAR). En Uruguay la mayoría de los medidores utilizados pertenecen a las marcas Waikato® (Hamilton, Nueva Zelanda) y Tru Test® (Palmerston Norte, Nueva Zelanda) y presentan características similares de funcionamiento y uso, Figura 2.
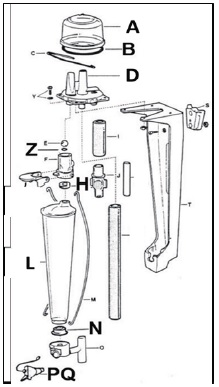
Figura 1: Esquema básico de medidor de leche (Waikato). Piezas: tapa (A), base (D), vaso colector (L), llave de tres vías (P-Q), juntas de goma (B, Z, H y N).

Figura 2: Principales marcas de medidores de leche mecánicos utilizados en Uruguay, Waikato® (izquierda), Tru Test® (derecha).
Por otra parte, cualquier tipo de instrumento o equipo, utilizado para cuantificar una magnitud, se debe someter a procedimientos del ámbito metrológico, como son la calibración y la verificación, para acotar la incertidumbre de las medidas, dentro de un campo de tolerancia aceptable (ISO 5725-6, 1994).
En este sentido, el proceso de verificación en bancos de control se efectúa reproduciendo las condiciones de ordeñe a las que está sometido el ML o lactómetro, utilizando agua en lugar de leche, comprobándose por medio del peso la precisión de la muestra contenida en su interior. Debido a que la medición, mensual y regular es determinante para la adecuada gestión de la producción láctea predial, cada país debería poseer organismos verificadores de la precisión y correcto funcionamiento de estos lactómetros, durante su vida útil.
A nivel de países es necesario contar con organizaciones independientes que califiquen y evalúen el estado de estos instrumentos, que son propiedad de controladores privados que ofrecen el servicio y en menor grado, de los propios productores.
El objetivo principal de este trabajo es dar a conocer el estado en que se encuentran los ML mecánicos utilizados por controladores privados y por algunos productores. Al mismo tiempo, se describe el nivel en términos de aceptabilidad funcional alcanzado por los mismos al ser verificados durante 5 años, en una plataforma de evaluación independiente que se instaló en el Uruguay en 2008.
Materiales y métodos
Se trabajo sobre el análisis de 251 registros efectuados entre los años 2008 y 2012, por la plataforma básica de prueba de medidores de leche (PPML) emplazada en COLAVECO, Nueva Helvecia, Colonia. De los cuales se desprende la evaluación de 193 instrumentos pertenecientes a la marca Waikato® (75%) y TruTest® (25%), pertenecientes a 8 productores y a 9 empresas controladoras independientes, que se especializan en ofrecer servicios de control lechero en el país, que concurrieron por una única vez, 2 y hasta 3 veces, en un 70%, 26% y 4%, respectivamente. Se registró si el uso de los ML era individual o compartido. Se buscó el motivo estructural del mal funcionamiento de estos y se estableció la frecuencia con que se encontraron.
Todos los ML que ingresaron a la PPML, arribaron transportados por los interesados directamente o enviados por transporte de encomiendas de operadores comerciales, y fueron evaluados siguiendo el procedimiento seguido por (DHIA, 2011), y aprobado por (ICAR, 2016).
La creación de la PPML consistió en una sala, con un grupo de motobomba de vacío marca SAC, de 1,5 Hp, ajustada a 50 kPa, (15" Hg); conducciones de vacío e interceptor de 20 L. de acero inoxidable; regulador de vacío tipo de peso muerto, Balde recolector de 30 L de acero inoxidable; un tubo de entrada; un vacuómetro que indica nivel de vacío y una válvula de cierre. Para efectuar el ajuste másico se contó con una Balanza marca MercoCity, modeloACS-L2 III, con un alcance comprendido entre 0,2 - 30 Kg, y precisión de 0,010 Kg, calibrada por un proveedor independiente.
Previo a cada medición se procedió al desarmado y limpieza de los instrumentos, con Ácido cítrico y detergente industrial. Ulteriormente se montó cada ML en la plataforma de prueba, verificando mediante un nivel, su posición vertical (dentro de ± 0,5 grados). La manguera de succión del ML se lleva a un cubo abierto de 30 L, directamente debajo del medidor. Se utilizó un restrictor de entrada de aire, para garantizar un flujo de 3,5 a 4,0 L/ min., al nivel de vacío disponible. Se utilizo agua potable a temperatura de 19 ± 5 °C, sin agregado de sal ni ácido.
Cada medidor se sometió a 3 mediciones consecutivas de prueba, expresándose las lecturas según criterios establecidos por ICAR (2016), y de los fabricantes de Waikato Milking Systems (2019), donde el rango de aceptación es de ± 3 %, sobre el promedio de las lecturas efectuadas. Los ML que no superaban la prueba, se clasificaron como “no apto”, y se sometieron a reparación, sustitución de partes y recalibración, entregándose a su propietario en condiciones de aptitud. En caso de no poderse reparar se sugirió el retiro del servicio.
Los datos se analizaron en primera instancia con estadística descriptiva y se presentan como promedio ± desvió estándar o porcentaje.
Resultados y discusión
A la hora de utilizar distintos tipos de instrumentos o equipos, para medir cualquier tipo de magnitud cuantificable, es conveniente tener claro una serie de conceptos clave, pertenecientes al ámbito de la Metrología. Para ello, se precisa distinguir el manejo de dos conceptos, que están íntimamente relacionados, como son la verificación y la calibración, pero que son distintos (JCGM 200, 2012). La Calibración, se aplica única y exclusivamente a instrumentos de medida; de cualquier tipo de magnitud cuantificable, al compararlos con valores de un patrón previamente establecido. En cambio, en la Verificación, se compara el instrumento, pero no se hace con patrones previos de referencia, sino que se “compara” de manera directa, con otro instrumento, (previamente calibrado, claro está), para verificar que la calibración del primer instrumento es la correcta.
En relación con el estudio que motiva esta comunicación, es posible decir que los certificados emitidos por el PPML informan a los usuarios en relación con la verificación de los ML, dando evidencia objetiva de que ese instrumento satisface los requisitos especificados por los fabricantes o por las normas (UNIT-ISO 10012, 2003).
No debe confundirse una verificación con una calibración donde si ha sido ajustado y si debió ser calibrado.
De los 193 equipos verificados en la PPML, se descartaron 2 ML, por deterioro severo de alguna de sus partes, no pudiendo ser remplazada, y recomendándose su eliminación. De los ML verificados pertenecientes a 17 propietarios que intervinieron en las evaluaciones, el 100% nunca había sido valuados por un organismo independiente, tipo PPML, como el creado en 2008. Una vez que el sistema de evaluación comenzó a operar en la PPML, sólo 9 propietarios de lotes de ML volvieron a verificar sus equipos una segunda vez, y tan solo 2, por tercera. Esta frecuencia de verificación no es suficiente, y se aparta de las recomendaciones internacionales de someter a evaluación entre periodos de 12 meses (ICAR, 2016). En relación con la aptitud del total de los equipos verificados, se encontró que el 50,8%, estaba por encima del 3% de error, siendo clasificados como “no aptos” para poder efectuar las mediciones a nivel de tambo.
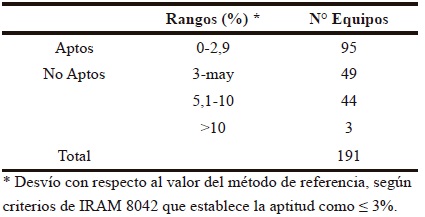
El 97% de los ML clasificados como no aptos presento un desvió con respecto a la medición de referencia, en valores comprendidos entre el 3 y el 10%, siendo 3 los instrumentos que presentaron valores superiores a este último. Esto significa que cuando son utilizados a nivel de los tambos para medir la producción, hay animales que están quedando mal calificados.
Los porcentajes del desvió de los ML con relación a la medición de referencia, se ilustran en el Cuadro 1.
Cuadro 1: Valores de desvío en la medición (%) con respecto al método de referencia en los medidores mecánicos de leche
La consecución de esta situación originó indicadores erróneos, que influyeron en toma de decisiones equivocadas a nivel de los propietarios de los animales, con implicancias económicas erráticas basadas en resultados por encima o por debajo de su valor real.
Los estándares de la norma IRAM 8042 (1989) y de la DHIA (2011), establecen que los ML, deben probarse cada 12 meses debiéndose someter a inspección y mantenimiento al menos una vez por año. Los rangos de aceptación para ambos establecen satisfactoriedad cuando el resultado oscila entre 1.5 y 2.5 %, siendo algo más exigente que la utilizada en este trabajo. Si así fuera, aumentaría el porcentaje de ML fuera de condiciones para trabajar. Seguramente la no conformidad de los lotes se deba a que el 100% de los equipos ingresados en este PPML, no recibían una verificación regular que cumpliera con lo establecido por ICAR (2016).
Los resultados alcanzados dan evidencia objetiva de que el 50% de los instrumentos utilizados a nivel nacional, para evaluar el rodeo lechero y calificar analíticamente la leche a nivel de los laboratorios, no satisface los requisitos especificados ni los estándares aprobados internacionalmente. Si se toma en cuenta que en Uruguay aproximadamente 140.000 animales/ mes, se someten al sistema de control lechero oficial y privado, utilizando estos instrumentos, es posible decir que: con él rango de error encontrado, casi el 45% de las estimaciones efectuadas pudieron ser sub o supervaloradas. Estas no conformidades generan más impacto si se tiene en cuenta que las muestras de leche individuales colectadas con estos ML, se enviaron principalmente a laboratorios de análisis centrales, para la prueba de mejora de hatos lecheros. Estos instrumentos que estiman la producción de leche y sirven para obtener la muestra a calificar para los parámetros de grasa, proteína, nitrógeno ureico y recuento de células somáticas, etc., deberían brindar a los productores garantía de precisión en la operativa.
Las cifras manejadas a nivel país, indican que el 25-30% de todas las vacas lecheras participan en el registro mensual de rendimiento de leche y son la base para la toma de decisiones en componentes como: gestión del rebaño (servicios de salud de la ubre, alimentación, etc.) y mejora genética.
El sistema de contrato mensual a controladores independientes, que trasladan entre establecimientos los ML, conlleva a desgastes mecánicos de las piezas por la frecuencia de funcionamiento y por impactos originados en el desplazamiento entre sitios. Adicionalmente no existen límites de error establecidos aceptados, ni requisitos técnicos específicos aprobados a nivel nacional, que valúen la precisión con que estos instrumentos están midiendo. Esto cobra una mayor dimensión si se tiene en cuenta que el productor realiza un mejoramiento genético, apoyado en la selección de los animales superiores en base a méritos productivos que se valoran a través de estos instrumentos.
El ML como todo instrumento de medición, requiere mantenimiento, limpieza y ajuste regular. Al ser dispositivos de accionamiento manual para el registro diario, semanal o mensual de la leche, los componentes de estos tienen una vida útil limitada, sujeta al uso y manejo; dado que experimentan desgaste de algunas piezas, que al no remplazarse cuando lo requiere, generan mediciones incorrectas, como las halladas en este periodo, en la PPML.
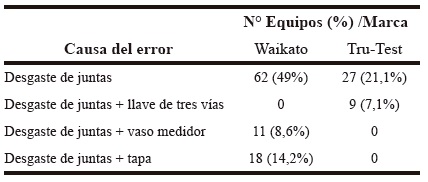
Si analizamos en detalle cuales fueron las piezas que presentaron mayor desgaste y rotura, como se aprecia en el Cuadro 2, es posible decir que los errores de falla, más frecuentes son los desgastes de juntas, seguidos por roturas de tapas y vaso medidor. En la mayoría de los casos, (excepto los 2 instrumentos eliminados), una vez evaluados y detectados las piezas alteradas, fueron sustituidos los repuestos, solucionado el error y regresado en condiciones de “apto” a los usuarios y propietarios.
Cuadro 2: Defectos más frecuentes observados en los medidores de leche causantes de mediciones incorrectas (n=127)
La Figura 3, ilustra los niveles de aptitud/no aptitud de los ML, en función del tipo de tenencia propia o compartida, por parte del número de controladores que los operan.
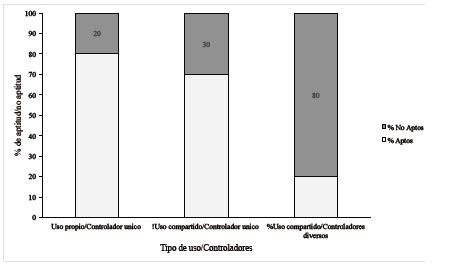
Figura 3: Nivel de aptitud o no aptitud (%) de los medidores mecánicos de leche en función del tipo de uso y el número de controladores en uso.
El uso compartido de los ML por más de un controlador y entre diferentes predios conlleva a un mayor desgaste de los equipos que ocasiona fallas severas en las mediciones. Los ML que tienen un solo propietario a diferencia de la propiedad compartida por grupo de productores, se traduce en un mejor estado de los instrumentos, seguramente por mejor cuidado y conservación de estos. Por otro lado, el uso en un solo predio reduce los montajes en las líneas de leche, así como el traslado de los equipos, lo que conlleva a menores niveles de desgaste y roturas de piezas claves.
Conclusiones
Los procedimientos de verificación determinan si un instrumento cumple con los requisitos del fabricante o del cliente. Según el estado de este se toma la decisión para su reposición, ajuste o reparación. En Uruguay, los sistemas de medidores de volumen de leche mecánicos y portables para evaluar la producción por vaca no han sido tenidos en cuenta en términos de estimar eficiencia por la regulación ni por las organizaciones de productores.
Este estudio, pone en evidencia la necesidad de que surja un organismo regulador que controle, verifique y habilite el uso de los ML, como ocurre en otros países, que son usados para seleccionar y evaluar producción de leche individual. Sería deseable que estos instrumentos sean verificados, por lo menos una vez al año.
Debería exigirse por parte de las organizaciones de productores que los equipos utilizados por quienes ofrecen este servicio a través de contratos estén dentro de las condiciones exigidas por reglamentaciones internacionales referentes y manejen ciertos estándares de precisión.

